
2016年7月更新||精度是滚珠丝杠选择的重要标准。但是有两种生产方法和四种不同的滚珠丝杠精度标准,为您的应用做出最佳选择可能是一个挑战。了解这些标准和术语,以及两种制造方法之间的差异,将帮助您选择符合您的规格的滚珠丝杠,而不会为高于您的应用要求的精度而付出代价。
定义准确性
规定滚珠丝杠丝杆精度的四个标准是JIS B1192、DIN 69051、ISO 3408和ANSI-B5.48。DIN和ISO标准几乎相同,有时会一起引用(DIN 69051/ISO 3408或简单的DIN/ISO),而ANSI标准比其他标准使用得更少。无论滚珠丝杠制造商遵循哪种标准,它们都受到相同的基本原则的支持——滚珠丝杠与预期位置的距离有多近?为了回答这个问题,标准定义了四个标准来指定滚珠丝杠的精度。
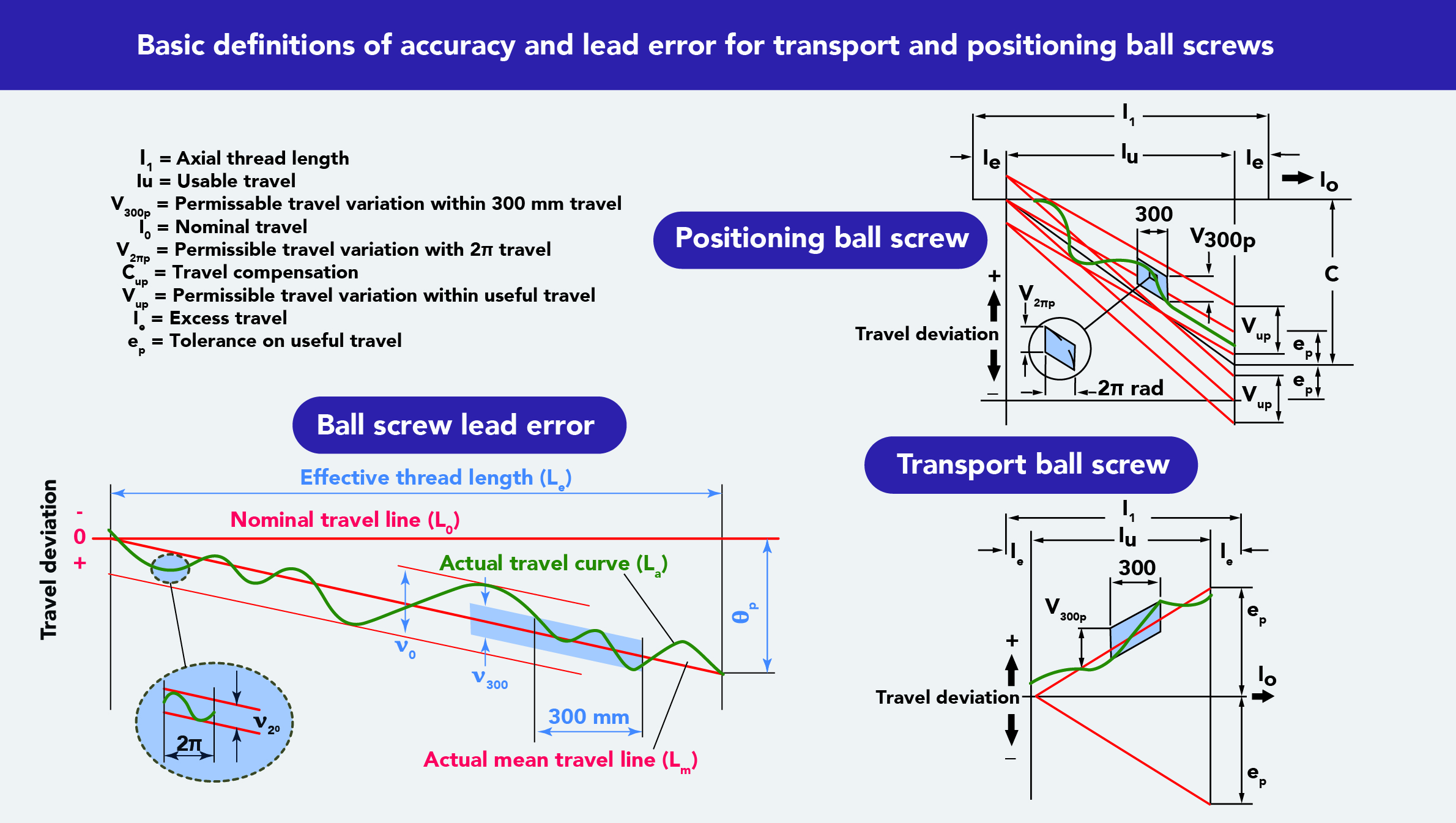
ep:平均导距偏差。指定行程和平均行程之间的差值,其中平均行程是偏差曲线在滚珠丝杠有用长度上的最佳拟合线。
νu:最大偏差范围。在滚珠丝杠的有效长度上的最大行程偏差范围(峰谷)。这是由两条平行线“包围”了整个引线偏差曲线。(本规范仅适用于定位滚珠丝杠。)
ν300:最大偏差范围大于300mm。这类似于νu,但测量超过任何300mm的有用长度的部分。的ν300标准是引线精度最常用的定义。
ν2π:一圈内最大偏差范围(2πr),也称为“导线摆动”。(本规范仅适用于定位滚珠丝杠。)
而DIN/ISO标准和JIS标准几乎完全相同p和ν2π规格,他们在允许最大范围的旅行偏差(νu)和最大偏差超过300毫米(ν300).
定义滚珠丝杠的预期用途的一部分是确定它是用于定位还是用于负载运输。对于定位螺钉,最大偏差范围超过300mm (ν300)不允许堆积超过螺丝的长度。相反,在运输螺丝时,它是允许积聚的。最大偏差范围与5级和(较少)3级螺钉最相关,因为这些等级可以属于定位或运输指定。
请给我一个“T”
JIS、ISO和DIN标准将滚珠丝杠分为两大类:精度较高的定位滚珠丝杠,用于机床等应用;精度相对较低的运输滚珠丝杠,用于物料处理等应用。开云体育storeJIS标准用“C”表示定位螺钉,用“Ct”表示运输螺钉,而DIN和ISO用“P”和“T”表示。
为了进一步定义“定位”或“运输”代号,指定了一个数值精度等级。定位螺钉分为0 ~ 5级,运输螺钉分为7、9、10级。(0级、2级和4级在JIS标准中定义,但在DIN/ISO标准中没有定义。)在这种分级方案中,数字越小,允许偏差越小,因此精度越高。例如P1滚珠丝杆的精度要高于P5滚珠丝杆。
除了预期的用途和精度之外,还有一个原因要理解滚珠丝杠是指定为定位丝杠还是运输丝杠。对于定位螺钉,最大偏差范围超过300mm (ν300)不允许堆积超过螺丝长度,而允许堆积运输螺丝。这对于5级和(较少的)3级螺钉尤其重要,因为这些等级可以归入定位或运输名称。
精确意味着地面,对吧?
简而言之,不能——至少在讨论滚珠丝杠引脚误差和精度等级时不能。传统上,人们认为(在大多数情况下是正确的),由于精度要求较高,磨削是生产定位螺杆的唯一方法。然而,滚珠丝杠的轧制方法在过去二十年中得到了改进,现在可以生产出满足5级和3级定位丝杠规格的轧制丝杠。
为了制造滚动滚珠丝杠,软钢筋通过精密滚动模具以形成所需的螺纹。然后将其硬化并切割到一定长度,并在最后步骤中加工和研磨末端轴颈。滚珠丝杠制造的滚动方法一般比研磨方法更快,成本更低。
地滚珠丝杠的制造过程从切割长度的钢筋开始。棒材是第一次硬化和终端期刊加工。然后对螺纹进行研磨,最后一步是对尾轴颈进行精磨。这种操作顺序允许使用相同的参考中心完成磨削步骤,这可以导致更高的几何公差,如径向跳动和垂直度。
然而,重要的是要注意,几何公差也由DIN/ISO和JIS标准规定。按照这些标准制造的滚珠丝杠,无论是轧制还是研磨,不仅要满足上述引线精度规格,还要满足几何规格。
通过说明制造方法(研磨和滚动)并不等同于“定位”和“运输”的名称,并通过选择最适合您的应用的滚珠丝杠引脚误差规格,您可以避免使用精度高于必要精度的螺杆的风险和成本,或者相反,不满足您的性能要求。

留下回复
你一定是登录发表评论。